
以下是:百色市那坡县优质法兰供应商工艺先进的产品参数
产品参数 产品价格 39 发货期限 汽运 供货总量 199999 运费说明 48小时 范围 优质法兰工艺先进供应范围覆盖广西省、百色市、那坡县、右江区、田阳区、田东县、平果市、德保县、靖西市、凌云县、乐业县、田林县、西林县等区域。 【晟昊】以匠心打造多元场景产品,涵盖西林柔性防水套管敢与同行比质量、田林柔性防水套管专业品质、田阳柔性防水套管同行低价等。优质法兰供应商工艺先进,晟昊环保科技(百色市那坡县分公司)专业从事优质法兰供应商工艺先进,联系人:李经理,电话:【0527-88266222】、【0527-88266222】,以下是优质法兰供应商工艺先进的详细页面。 广西壮族自治区,百色市,那坡县 2019年,那坡县生产总值(GDP)39.42亿元。
文字的描绘可能无法完全捕捉优质法兰供应商工艺先进产品的精髓,观看视频,让产品自己向您诉说它的故事。以下是:百色那坡优质法兰供应商工艺先进的图文介绍衡量标准
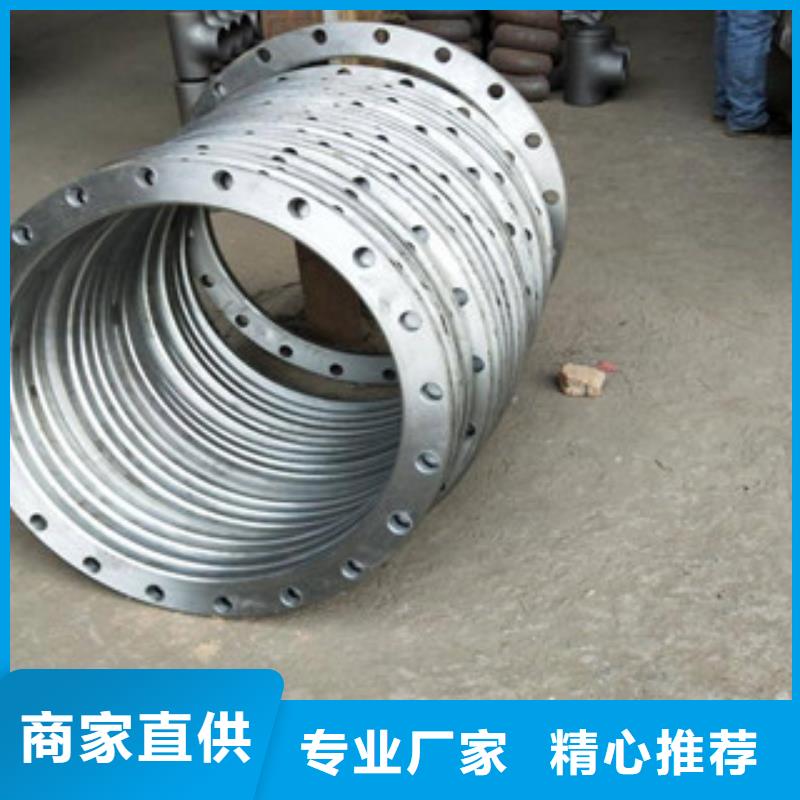
国标法兰(英文:National standardflange)是指按中华人民共和国 标准《GB/T 9112~9124-2010钢制管法兰》的规定生产的法兰片。
国标法兰标准由中华人民共和国 质量监督检验检疫总局和中国 标准化管理委员会于2011-01-10联合发布,从2011-10-01起实施的性标准 [7] 。
GB/T 9112~9124-2010一共包括了以下13项标准:
代替了国标GB/T9112-2000;GB/T10745-1989标准
GB/T 9112-2010 钢制管法兰 类型与参数
GB/T 9113-2010 整体钢制管法兰
GB/T 9114-2010 带颈螺纹钢制管法兰
GB/T 9115-2010 对焊钢制管法兰
GB/T 9116-2010 带颈平焊钢制管法兰
GB/T 9117-2010 带颈承插焊钢制管法兰
GB/T 9118-2010 对焊环带颈松套钢制管法兰
GB/T 9119-2010 板式平焊钢制管法兰
GB/T 9120-2010 对焊环板式松套钢制管法兰
GB/T 9121-2010 平焊环板式松套钢制管法兰
GB/T 9122-2010 翻边环板式松套钢制管法兰
GB/T 9123-2010 钢制管法兰盖
GB/T 9124-2010 钢制管法兰
我们再来了解锻造法兰的生产工艺流程:
锻造工艺过程一般由以下工序组成,即选取优质钢坯下料、加热、成形、锻后冷却。锻造的工艺方法有自由锻、模锻和胎膜锻。生产时,按锻件质量的大小,生产批量的多少选择不同的锻造方法。
自由锻生产率低,加工余量大,但工具简单,通用性大,故被广泛用于锻造形状较简单的单件、小批生产的锻件。自由锻设备有空气锤、蒸汽-空气锤和水压机等,分别适合小、中和大型锻件的生产。模锻生产率高,操作简单,容易实现机械化和自动化。模锻件尺寸精度高,机械加工余量小,锻件的纤维组织分布更为合理,可进一步提高零件的使用寿命。
自由锻的基本工序:自由锻造时,锻件的形状是通过一些基本变形工序将坯料逐步锻成的。自由锻造的基本工序有镦粗、拔长、冲孔、弯曲和切断等。
1. 镦粗 镦粗是对原坯料沿轴向锻打,使其高度减低、横截面增大的操作过程。这种工序常用于锻造齿轮坯和其他圆盘形类锻件。镦粗分为全部镦粗和局部锻粗两种。
2. 拔长 拔长是使坯料的长度增加,截面减小的锻造工序,通常用来生产轴类件毛坯,如车床主轴、连杆等。
3. 冲孔 用冲子在坯料上冲出通孔或不通孔的锻造工序。
4. 弯曲 使坯料弯曲成一定角度或形状的锻造工序。
5. 扭转 使坯料的一部分相对另一部分旋转一定角度的锻造工序。
6. 切割 分割坯料或切除料头的锻造工序。
百色那坡晟昊环保科技有限公司汇集了一大批高素质的管理人才和技术精湛的 柔性防水套管科研精英,现有员工150余人,专业技术人员20人,并和一些具有丰富经验的各行各业的专家保持长期合作。经过多年的辛勤探索,公司建立了一套完备有效的服务体系,打造了一支经验丰富的服务团队,为客户不仅免费规划场地、设计安装基础图和流程图,提供专业的技术培训,而且派技术人员现场指导安装和调试设备。公司售后服务部,建立客户使用档案,使传统上门服务与网络在线服务双管齐下,优势互补,贴心、,赢得了客户们的广泛赞誉。
在百色市那坡县本地采买优质法兰供应商工艺先进到晟昊环保科技(百色市那坡县分公司),无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:李经理-【0527-88266222】。







